はんだのアレコレ(はんだ接合)
はんだ付けの歴史は古く、紀元前3,000年頃には、はんだ付けが存在したと考えられています。
ツタンカーメン王の墓からもはんだ付けを使った装飾品が出土し、ギリシャーローマ時代になると、
水道配管を錫-鉛はんだではんだ付けした記録が残されています。
日本では、平安時代の「和名類聚抄」に記述があるそうです。
そんなはんだ付けですが、
トランスや電源基板を製造するときに欠かせない作業です。
はんだ付け(はんだ接合)とは、金属を溶かすのではなく、はんだと呼ばれる
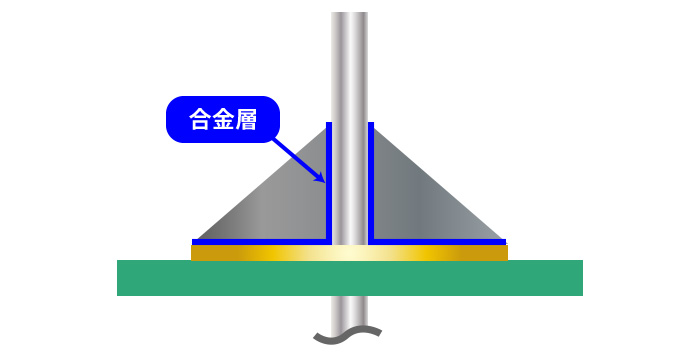
合金を溶かして接合する技術です。加熱したはんだが溶けて母材(接合したい金属)
の表面に広がり「濡れ」と「拡散」を経て、冷却時に金属間化合物(合金)を
形成することで、電気的・機械的な接合を行います。
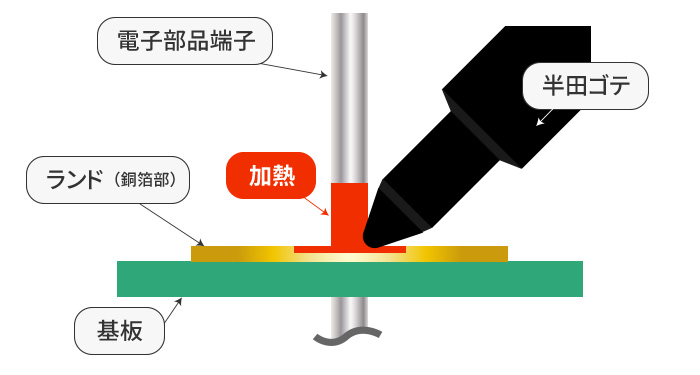
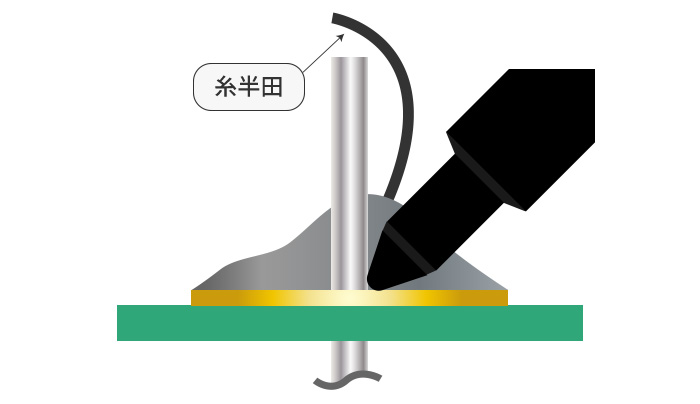
はんだ接合の仕組みは以下の通りです。
上手くはんだで接合できているかは、その形で判断できます。
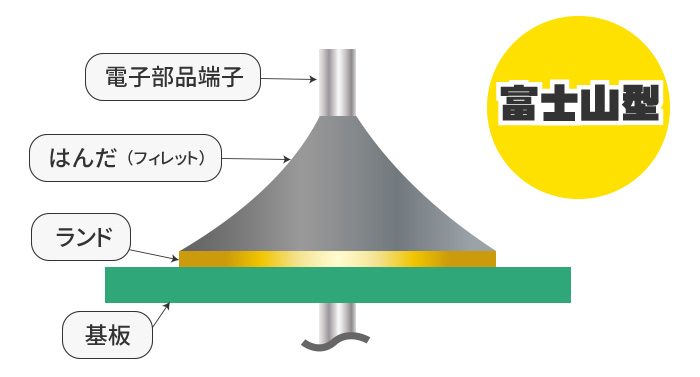
最も良いはんだの形は「富士山型」といわれ、ランドと部品との間の部分(フィレット)が富士山のように裾野が広くなっているのが理想形です。
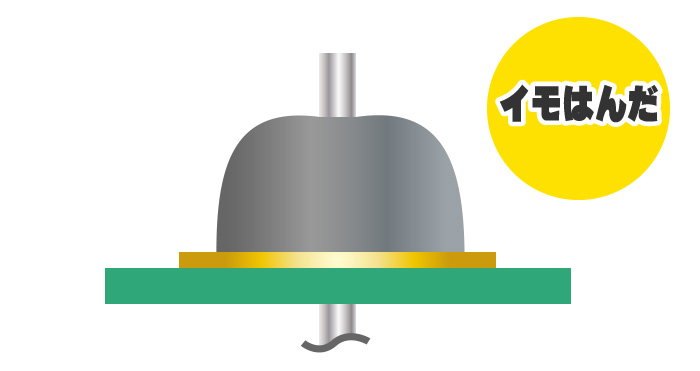
「イモはんだ」
はんだを供給しすぎて、フィレットがイモのように丸くなってしまうのでそう呼びます。
ランドの加熱不足の時によく起こります。リード線にはついてますが、
ランドにフィレットが広がっていません。
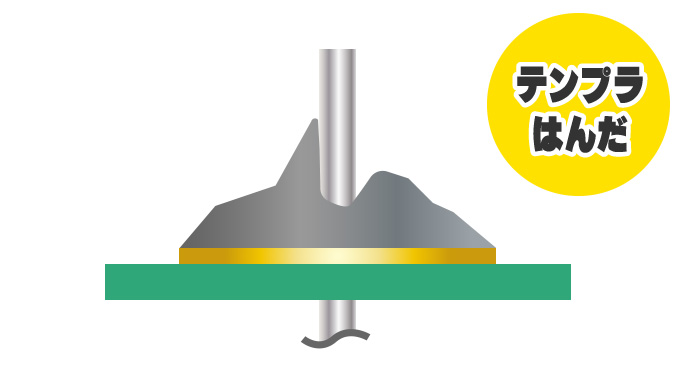
「テンプラはんだ」
一方で、リード線の加熱不足により、一見は富士山型のように見えますが、リード線にはフィレットが広がっていません。これらはどちらも、ランドと部品の接合が甘く、接触不良などが発生します。

「ブリッジ」
はんだを盛りすぎて、となりのランドや部品とショートしてしまっている状態。
意図しない経路で電流が流れて大変危険です。
悪いはんだになってしまう主な原因は以下の通りです。
●加熱しすぎ or 加熱不足
●フラックス(※)の不足
●基本手順のミス(こて当てる→はんだ供給→はんだ離す→こて離す)
●はんだの供給しすぎ・はんだの供給不足
●ランドや部品端子の金属部分が汚れている
※フラックスとははんだ付け促進剤ではんだ付けの際に金属表面の
酸化物や汚れを取り除き、はんだ付けをしやすくするものです。
上手に富士山型のはんだをするには、少し熟練が必要なようです。
次回は、はんだ付けの工法について説明いたします。








![]()
![]()